












All Products
-
Structural Steel Fabrication
-
Heavy Steel Fabrication
-
Metal Steel Fabrication
-
Sheet Metal Fabrications
-
High Rise Steel Building Construction
-
Structural Steel Frame Construction
-
Steel Girder Bridge
-
Steel Truss Bridge
-
Pedestrian Overpass Bridge
-
Prefab Steel Frame
-
Light Steel Framing
-
Galvanized Steel Structure
-
Stainless Steel Fabrication
-
Steel Street Light Pole
-
Overhead Sign Structures
-
Steel Arch Bridges
-
Precast Girder Bridge
-
 Donald McwayneGood team members always offer budget in time and answer questions with patience, great job!
Donald McwayneGood team members always offer budget in time and answer questions with patience, great job! -
 Joseph AlexanderI am feeling fully respected when taking with Grace and she always gave the best advice. The first batch of the bridge panels got are great too. thanks all.
Joseph AlexanderI am feeling fully respected when taking with Grace and she always gave the best advice. The first batch of the bridge panels got are great too. thanks all.
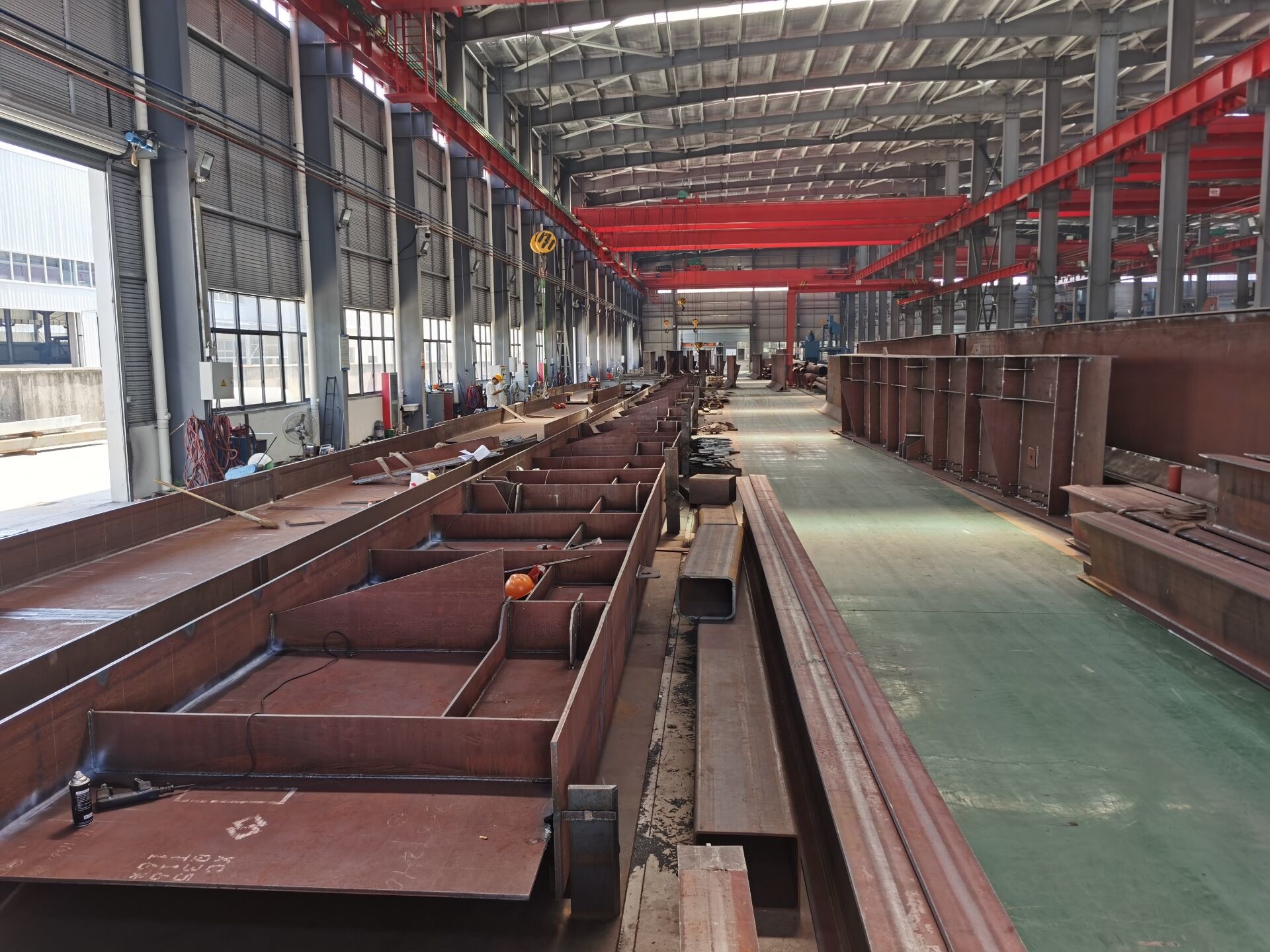
Parallel Beam Structural Steel Frame Construction Process AS/NZS 1554 Australia Standard




| Place of Origin | China |
|---|---|
| Brand Name | FASEC |
| Certification | CE, ISO, SGS |
| Model Number | HZFS |
| Minimum Order Quantity | 20 tons |
| Price | USD1000-2600/ton |
| Packaging Details | Seaworthy packing in container or bulk vessel |
| Delivery Time | As per client's needs like 2-3 months |
| Payment Terms | L/C, T/T, D/A, D/P |
| Supply Ability | 100000 tons per year |
Product Details
| Material | Q355b Steel | Grade | Q355b |
|---|---|---|---|
| Type | Heavy | Size | Customized |
| Surface Treatment | Galvanized Or Painted | Color | Customized Color |
| Application | Construction | ||
| Highlight | parallel beam structural steels frames Construction,Structural Steels Frames Constructions AS/NZS 1554,FASEC Structural Steels Frame Constructions AS/NZS 1554 |
||
Product Description
AS/NZS 1554 Australia Standard Certified Structural Steel Construction Fabrication
Welding is a manufacturing process and technique for joining metals or other thermoplastic materials such as plastics by means of heat, high temperature, or high pressure. There are many energy sources for modern welding, including gas flame, arc, laser, electron beam, friction and ultrasonic.
Manual arc welding and CO2 gas shielded welding consumables and equipment
1. The electrode should be dried in a high-temperature drying box, and the number of times the electrode should be dried should not exceed two times.
2. The packaging of the welding wire should be in good condition. If it is damaged, the welding wire should be partially discarded if it is contaminated, bent or disordered.
3. The purity of CO2 gas should not be lower than 99.9% (volume ratio), the water content should be lower than 0.05% (weight ratio), and the bottle should be stopped when the high pressure in the bottle is lower than 1MPa.
4. The voltage of the welding machine should be normal, the ground wire should be pressed firmly, the contact should be reliable, the cable and welding tongs should not be damaged, the wire feeder should be able to feed the wire evenly, and the gas pipe should be free of air leakage or blockage.
Installation welding procedures and general requirements
The general sequence of welding is: pre-welding inspection → preheating and rust removal → installation of welding pad and arc strike plate → welding → inspection
1. Before welding, check the groove angle, blunt edge, gap and offset amount, and remove rust spots, oil stains, iron oxide scales, etc. in the groove and on both sides.
2. Preheat. Before welding, use gas welding or a special baking gun to uniformly heat the groove and the base metal within 100mm on both sides, and measure the temperature with a surface thermometer to prevent the temperature from not meeting the requirements or local oxidation of the surface, and preheat the temperature.
3. Re-check the preheating temperature, if the temperature is not enough, it should be reheated to make it meet the requirements.
4. When installing the welding backing plate and the arc striking plate, the surface cleanliness requirements are the same as the groove surface. The backing plate and the base metal should be closely attached, and the arc striking plate and the base metal should be welded firmly.
5. Welding: The welding bead of the first layer should seal the connection between the base metal and the backing plate in the groove, and then accumulate the welding layer by layer until the groove is filled. After each welding seam is completed, the welding slag and spatter must be removed. If there are welding defects, they should be removed and repaired in time.
6. A joint must be welded continuously. If the welding is stopped halfway as a last resort, it should be treated with heat preservation and slow cooling. Before re-welding, it should be reheated according to the regulations.
7. Welding should be stopped in case of rain or snow, and there should be wind shields and canopies around and above the welding joints of components. Welding should be stopped when the wind speed is greater than 5m/s. When the ambient temperature is lower than zero, preheating and post-heating measures should be taken according to regulations.
8. The carbon structural steel should be cooled to the ambient temperature in the weld, and the low-alloy structural steel should be tested for weld flaw detection 24 hours after completion.
9. Welders and inspectors should fill in the work record form carefully.
Welding sequence and process parameters for typical joints
1. When the upper and lower columns without lugs are welded symmetrically to 1/3 of the plate thickness by two welders on both sides, cut off the lugs.
2. Then two welders symmetrically weld to 1/3 of the plate thickness on both sides on the side of the cut ear plate.
3. Two welders will be responsible for the welding of the two adjacent sides respectively.
4. The joints of the weld bead between each two layers should be staggered from each other. The weld bead joints welded by two welders should also pay attention to the staggeredness of each layer. During the welding process, attention should be paid to detecting the temperature between layers.
5. Welding process parameters:
CO2 gas shielded welding: wire diameter Φ1.2mm, current 280~320A, welding speed 350~450mm/min
Wire extension length: about 20mm, gas flow 25~80L/min,
Voltage 29~34V, interlayer temperature 120~150℃
Type of welding
1. Electrode arc welding:
Principle - Arc welding method for welding with a hand-operated electrode. Using the stable burning arc established between the electrode and the weldment, the electrode and the weldment are melted to obtain a firm welded joint. It belongs to gas-slag joint protection.
Main features - flexible operation; low assembly requirements for the joint to be welded; wide range of weldable metal materials; low welding productivity; strong dependence on weld quality (depending on the welder's operating skills and on-site performance).
Application - widely used in shipbuilding, boilers and pressure vessels, machinery manufacturing, building structures, chemical equipment and other manufacturing and maintenance industries. It is suitable for welding of various metal materials, various thicknesses and various structural shapes (in the above industries).
2. Submerged arc welding (automatic welding):
Principle - The arc burns under the flux layer. Welds are formed by melting the wire, flux and base metal (weld) using the heat generated by the arc burning between the wire and the weldment. Slag protection.
Main features - high welding productivity; good weld quality; low welding cost; good labor conditions; difficult to weld in space; high requirements for welding assembly quality; bad) and short welds.
Application - widely used in shipbuilding, boilers, bridges, lifting machinery and metallurgical machinery manufacturing. Submerged arc welding can be used for any weldment where the weld can be kept in a horizontal position or with a small inclination angle. The thickness of the plate should be greater than 5 mm (anti-burn through). Welding carbon structural steel, low alloy structural steel, stainless steel, heat-resistant steel, composite steel, etc.
3. Carbon dioxide gas shielded welding (automatic or semi-automatic welding):
Principle: A molten electrode arc welding method using carbon dioxide as a shielding gas. Gas protection.
Main features - high welding productivity; low welding cost; small welding deformation (concentrated arc heating); high welding quality; simple operation; high spatter rate; difficult to weld with AC power; poor wind resistance; Metal.
Application - mainly welding low carbon steel and low alloy steel. Available in various thicknesses. Widely used in automobile manufacturing, locomotive and vehicle manufacturing, chemical machinery, agricultural machinery, mining machinery and other departments.
4. MIG/MAG welding (melting extremely inert gas/active gas shielded welding):
MIG welding principle - an arc welding method using inert gas as shielding gas and welding wire as melting electrode.
The shielding gas is usually argon or helium or a mixture thereof. MIG uses inert gas, and MAG adds a small amount of active gas, such as oxygen, carbon dioxide, etc., to the inert gas.
Main features - good welding quality; high welding productivity; no deoxidation and dehydrogenation reaction (easy to form welding defects, especially strict requirements for surface cleaning of welding materials); poor wind resistance; complex welding equipment.
Application - can weld almost all metal materials, mainly used for welding of non-ferrous metals and their alloys, stainless steel and some alloy steels (too expensive). The thinnest thickness is about 1 mm, and the maximum thickness is basically unlimited.
5. TIG welding (tungsten inert gas shielded welding)
Principle - Under the protection of inert gas, the arc generated between the tungsten electrode and the weldment is used to melt the base metal and the filler wire (or without filler wire) to form the welding method of the weld. The electrodes do not melt during welding.
Main features - strong adaptability (stable arc, no spatter); low welding productivity (tungsten electrode has poor current-carrying capacity (anti-tungsten electrode melting and evaporation, anti-tungsten welding seam)); high production cost.
Application - almost all metal materials can be welded, commonly used for welding stainless steel, high temperature alloys, aluminum, magnesium, titanium and their alloys, refractory active metals (zirconium, tantalum, molybdenum, niobium, etc.) and isobell metals. The welding thickness is generally less than 6 mm, or the bottom welding of thick parts. Using a small-angle groove (narrow groove technology) can realize automatic TIG welding of narrow gaps with a thickness of more than 90mm.
![]()
Recommended Products